
項目背景|從人工操作到全流程無人化
無菌原料藥(抗生素類)的生產,對潔凈控制和產品一致性要求極高。傳統包裝環節高度依賴人工操作,不僅增加了污染風險,也限制了生產效率與柔性化生產適應能力。
本項目設計規模為 500 kg/批,聚焦從混粉分裝到外包入庫的關鍵工段,實現全流程自動化,最大程度減少人員介入,保障生產安全與穩定。
?
客戶面臨的主要挑戰包括:
苛刻的無菌與少人化要求:關鍵工序需在保證工藝安全的前提下盡量減少人工操作。
多規格包裝的柔性切換:產線需支持 15L / 30L 鋁桶自動切換,并兼顧多規格外包袋箱方案。
超長工序鏈條的穩定性:從無菌分裝到碼垛入庫,任何單節點停滯都會影響整線效率。
嚴格的合規與追溯標準:全過程稱重、標識管理及數據關聯必須滿足 EU GMP 與 FDA 要求,實現“可查、可控、可追溯”。
集團協同|多方聯動,賦能系統化生產
本項目由達立恒負責項目集成及實施,包括混粉分裝與外包環節,并負責無菌分裝等核心設備的設計生產。亞光股份提供了混粉段核心設備單錐混合干燥機,為關鍵工段的穩定運行提供可靠保障。通過集團內外的深度協同,從設計、設備選型、生產加工、系統集成到現場調試,項目有序推進,充分體現了亞光股份在“核心裝備 + 系統集成”上的協同優勢。
?
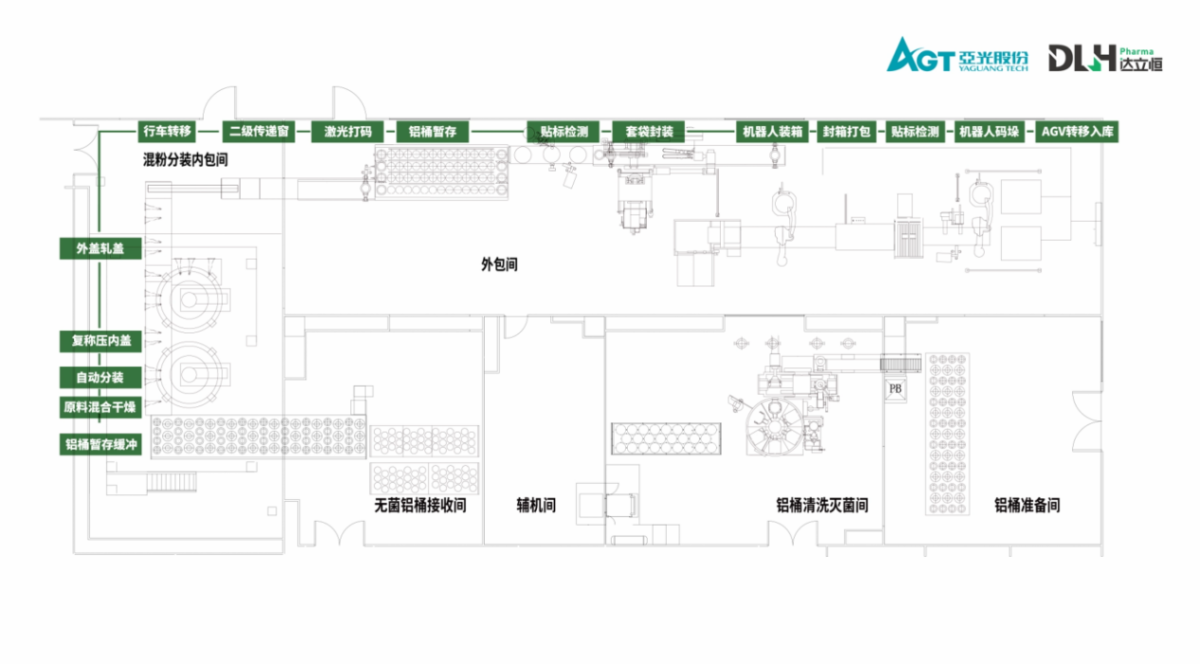
解決方案|關鍵工段全流程自動化
達立恒×亞光構建了一套集無菌混合、自動分裝、自動外包、碼垛與 AGV 入庫于一體的系統,實現關鍵工段無縫銜接:
1,無菌混粉段:核心設備保障穩定性
物料進入單錐混合干燥機,通過創新的脈沖混合裝置與螺帶攪拌加熱功能,完成二次干燥與混合。這一設備的脈沖混合確保了物料的快速均勻混合,而全方位的加熱功能則顯著提高了干燥效率,提升了生產的高效性與節能性。其高達70%的充裝率進一步優化了生產效率,確保了物料一致性與關鍵工段的穩定運行。
? 2,智能分裝與取樣:精準柔性自動化
2,智能分裝與取樣:精準柔性自動化
自動識別包裝規格,實現 15L / 30L 桶切換,自動稱重去皮、實時分裝、計重控制,自動取樣及壓內蓋,顯著減少人工操作。
? 3,閉環復稱與封蓋:關鍵節點全自動控制
3,閉環復稱與封蓋:關鍵節點全自動控制
自動復稱 → 定位 → 取放外蓋 → 自動軋蓋,閉環控制確保關鍵節點安全可靠。
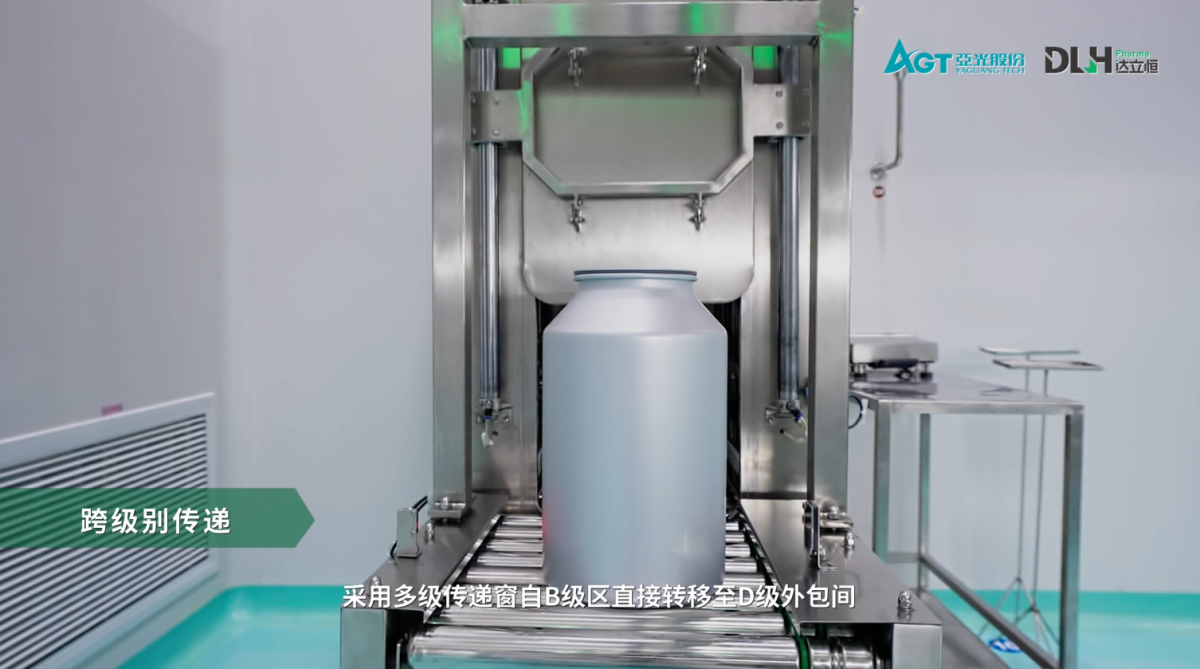
? 4,跨區潔凈傳遞:安全無縫銜接
4,跨區潔凈傳遞:安全無縫銜接
多級傳遞窗、軌道轉移及外表面風淋處理,實現 B級 → D級區安全流轉,降低污染風險。
? 5,數字化外包管理:質量與追溯雙保障
5,數字化外包管理:質量與追溯雙保障
激光打碼、自動貼標、視覺識別與條碼/二維碼關聯,自動套袋、開袋、裝桶、抽氣熱合,全面保障外包質量與數據可追溯性。
? 6,末端物流自動化:從碼垛到入庫全閉環
6,末端物流自動化:從碼垛到入庫全閉環
多規格紙箱自動開箱 → 裝箱 → 封箱打包,機械手完成碼垛,AGV 自動轉運托盤并入庫,實現全流程閉環。
?
核心技術優勢|全自動、柔性、可追溯
1.工藝與物流無縫集成
從混合到入庫形成連續流程,減少中間搬運,提升末端作業效率。
2.卓越柔性與適應性
兼容 15L / 30L 鋁桶及多種外包方案,高設備利用率,適應制藥企業多規格生產需求。
3.全鏈條質量追溯保障
自動稱重、打碼、視覺識別及數據關聯,建立完整的數據追蹤鏈條,支撐質量管理體系。
?
系統化銜接成就標桿實踐
無菌原料藥包裝的真正價值在于工藝、控制、包裝和物流的系統化銜接。本項目通過自動化、柔性化、可追溯性的有機結合,充分體現了達立恒在核心設備設計生產與項目集成的能力,并依托亞光股份生態成員企業協同優勢,為行業提供了極具參考價值的標桿實踐。



